





Konsultasi Produk
Alamat email Anda tidak akan dipublikasikan. Bidang yang wajib diisi ditandai *


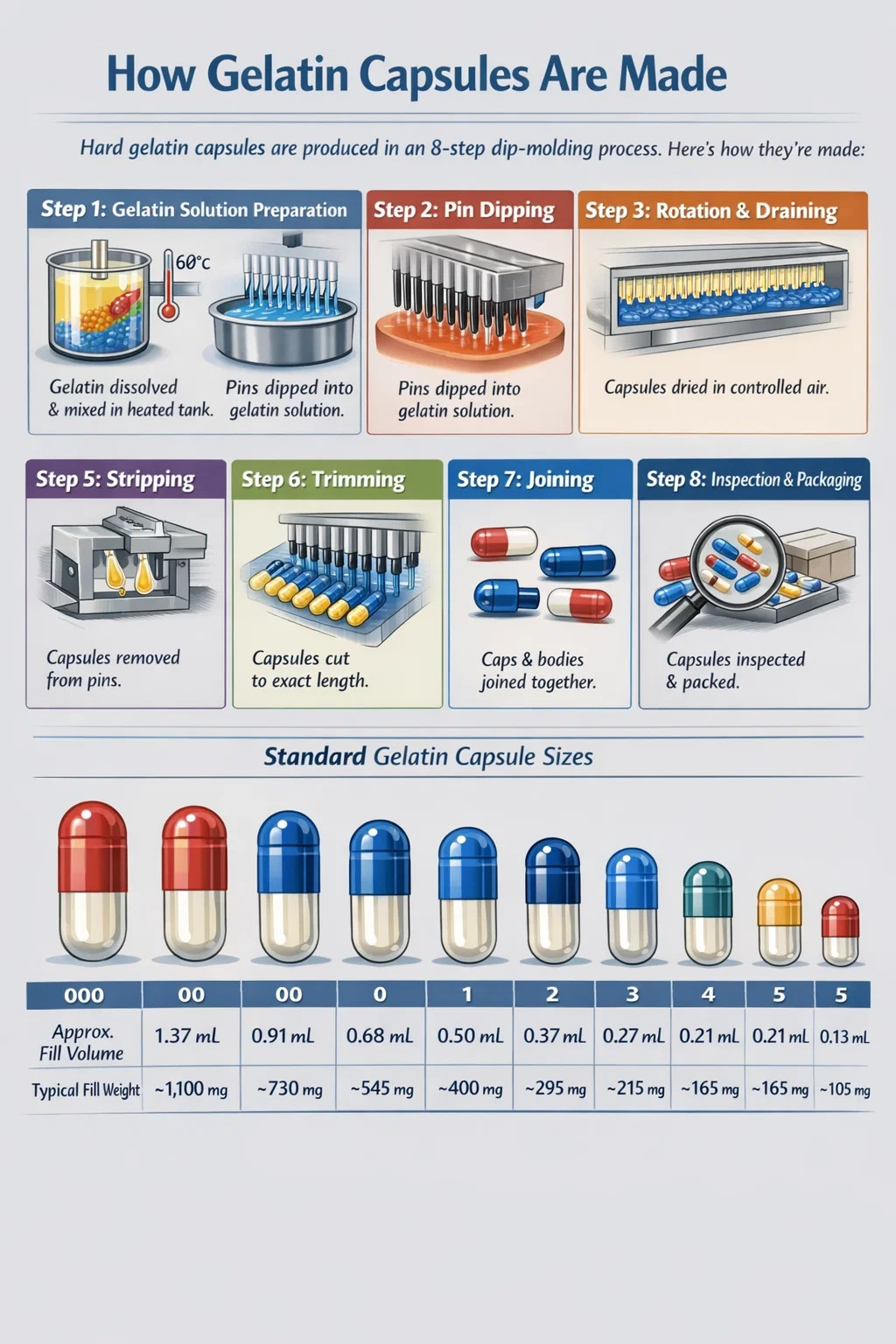
Kapsul — khususnya kapsul gelatin — diproduksi melalui proses pencetakan celup di mana pin baja tahan karat yang dirancang secara presisi direndam ke dalam larutan gelatin yang dikontrol suhu, ditarik, dikeringkan, dikupas, dipangkas, dan disambung untuk membentuk cangkang jadi. Proses ini berlaku untuk kapsul gelatin keras (HGC) , yang menyumbang sekitar 70–75% dari seluruh kapsul yang diproduksi secara global. Kapsul gelatin lunak (softgels) mengikuti metode enkapsulasi cetakan putar yang berbeda dimana cangkang dan bahan pengisi dibentuk secara bersamaan.
Seluruh siklus pembuatan kapsul gelatin keras – mulai dari pencelupan pin hingga cangkang jadi – biasanya memakan waktu lama 45 hingga 50 menit per siklus batch pada jalur otomatis modern, dengan satu mesin produksi yang mampu memproduksi lebih dari 1 juta cangkang kapsul per jam. Memahami proses ini sangat penting bagi produsen farmasi, merek nutraceutical, apotek peracikan, dan siapa pun yang mencari atau mengevaluasi bahan kapsul.
Kapsul gelatin adalah cangkang yang terutama terbuat dari gelatin — protein yang berasal dari hidrolisis parsial kolagen yang bersumber dari tulang hewan, kulit, dan jaringan ikat, paling sering berasal dari sapi atau babi. Cangkangnya larut dalam cairan lambung di dalamnya 3 hingga 10 menit , melepaskan isinya secara efisien ke dalam sistem pencernaan.
Kapsul gelatin mendominasi pasar farmasi dan suplemen karena beberapa alasan yang dapat diukur:
Dua jenis utama kapsul gelatin yang ada dalam produksi komersial adalah kapsul gelatin keras dan kapsul gelatin lunak. Proses manufakturnya pada dasarnya berbeda, dan penerapannya mencerminkan perbedaan tersebut.
Sebelum mengkaji proses produksi, perlu dipahami bahan masukan yang secara langsung menentukan kualitas cangkang, kinerja disolusi, dan kepatuhan terhadap peraturan.
Gelatin tingkat farmasi yang digunakan dalam produksi kapsul harus memenuhi spesifikasi yang diuraikan dalam Farmakope Amerika Serikat (USP), Farmakope Eropa (Ph. Eur.), dan Farmakope Jepang (JP). Parameter kualitas utama meliputi:
Cangkang gelatin murni akan terlalu rapuh untuk penanganan praktis. Pemlastis ditambahkan untuk memberikan fleksibilitas. Untuk kapsul keras, kandungan pemlastis dijaga minimal (di bawah 1–2%). Untuk kapsul gelatin lunak, konsentrasi pemlastis biasanya jauh lebih tinggi 20–30% dari formulasi cangkang . Pemlastis yang paling umum adalah gliserin, dengan sorbitol digunakan dalam aplikasi yang sensitif terhadap kelembapan.
Titanium dioksida digunakan sebagai opacifier untuk mencegah degradasi cahaya pada bahan pengisi fotosensitif. Pewarna yang disetujui (pewarna FD&C, oksida besi, pigmen alami seperti annatto atau carmine) dimasukkan ke dalam larutan gelatin sebelum dicelupkan. Satu cangkang kapsul mungkin berisi 0,01% hingga 2% b/b titanium dioksida tergantung pada tingkat opacity yang diperlukan.
Air murni (memenuhi standar USP atau Ph. Eur.) adalah pelarut utama untuk melarutkan gelatin. Larutan gelatin yang digunakan dalam pencelupan biasanya mengandung 30–40% b/b padatan gelatin dilarutkan dalam air , dipertahankan pada suhu 50–60°C untuk menjaga larutan pada viskositas yang sesuai untuk pencelupan.
Beberapa produsen menambahkan pengawet antimikroba konsentrasi rendah seperti sulfur dioksida (SO₂) ke dalam massa gelatin untuk mencegah kontaminasi mikroba selama pemrosesan. Kadar yang diijinkan dalam gelatin jadi biasanya tidak lebih dari 50mg/kg per Ph.Eur. spesifikasi.
Pembuatan cangkang kapsul gelatin keras mengikuti serangkaian langkah yang dikontrol dengan ketat. Setiap fase terjadi dalam bagian khusus dari mesin pembuat kapsul otomatis (seperti yang diproduksi oleh Capsugel, ACG, atau Qualicaps). Berikut ini rincian rincian setiap tahapannya:
Butiran gelatin tingkat farmasi ditimbang dan dilarutkan dalam air murni menggunakan wadah pencampur berjaket dengan pemanasan terkontrol. Solusinya dibawa ke 60–70°C dengan pengadukan terus menerus selama 2-4 jam sampai benar-benar homogen. Pewarna, opacifier, dan eksipien apa pun ditambahkan pada tahap ini. Larutan akhir dihilangkan gasnya dalam kondisi vakum untuk menghilangkan gelembung udara yang dapat membuat lubang kecil pada cangkang yang sudah jadi. Solusinya kemudian dipindahkan ke tangki penampung di mana suhu dipertahankan 50–55°C untuk mencegah pembentukan gel dini sambil mempertahankan viskositas yang tepat untuk pencelupan.
Inti dari pembuatan kapsul keras adalah proses pencetakan celup. Pin baja tahan karat atau kuningan — dikerjakan secara presisi hingga dimensi yang tepat untuk setiap ukuran kapsul (ukuran 000 hingga ukuran 5, dengan volume yang sesuai dari 1,37 mL hingga 0,13 mL) — disusun dalam batangan yang masing-masing berisi ratusan peniti. Pin bar ini pertama-tama dibersihkan, diperiksa, dan dilumasi terlebih dahulu dengan bahan pelepas (biasanya pelumas cetakan berbahan dasar cetrimid atau bahan serupa) untuk memudahkan pelepasan kapsul.
Pin bar kemudian dicelupkan ke dalam larutan gelatin yang suhunya dikontrol. Tangki pencelupan dipertahankan pada 45–50°C untuk memastikan agar-agar melapisi pin secara merata. Pin bodi dan pin penutup dicelupkan secara terpisah, karena dimensinya sedikit berbeda — tutup memiliki diameter sedikit lebih besar agar bodi dapat meluncur ke dalam dan mengunci selama penyambungan. Kedalaman pencelupan dan kecepatan penarikan dikontrol secara tepat untuk mencapai ketebalan dinding cangkang yang seragam 0,09 hingga 0,12mm .
Segera setelah dicelupkan, pin bar dibalik dan diputar perlahan. Rotasi ini memastikan pemerataan lapisan gelatin ke seluruh permukaan pin, mencegah penggumpalan di ujungnya. Selama fase ini, kelebihan gelatin dialirkan kembali ke tangki pencelupan, sehingga mengurangi limbah material.
Pin yang dilapisi melewati serangkaian tanur pengeringan di mana udara terkondisi pada suhu dan kelembapan yang dikontrol secara tepat diarahkan ke lapisan gelatin. Kondisi pengeringan biasanya 20–25°C dengan kelembapan relatif antara 30–45% . Pengeringan yang terlalu cepat menyebabkan keretakan; pengeringan yang tidak memadai membuat cangkang menjadi lunak dan lengket. Terowongan pengeringan pada mesin otomatis modern mungkin Panjang efektifnya 30 hingga 50 meter , dengan beberapa zona suhu dan kelembapan, untuk mencapai pengeringan bertahap dan seragam. Tahap ini biasanya memakan waktu 30–40 menit dari total waktu tinggal terowongan.
Setelah dikeringkan hingga kadar air yang benar (biasanya 13–16% b/b pada tahap ini), cangkang gelatin semi-kaku dikupas secara mekanis dari pin menggunakan rahang pengupas karet yang mencengkeram dan menarik cangkang tanpa distorsi. Ini adalah langkah penting — ketidakrataan permukaan pin atau pelumasan yang tidak memadai akan menyebabkan robekan atau distorsi pada titik ini.
Cangkang yang sudah dikupas memiliki ujung terbuka yang tidak rata (ujung yang berada di ujung peniti). Pisau putar presisi memotong setiap cangkang sesuai panjang yang ditentukan. Tutup kapsul gelatin keras dan panjang badannya ditentukan secara standar — misalnya, kapsul ukuran 0 memiliki panjang badan 18,0mm dan panjang topi 11,7mm (perkiraan dimensi standar; spesifikasi pastinya berbeda-beda menurut pabrikan). Akurasi pemangkasan biasanya berkisar ±0,3 mm.
Badan dan tutup yang telah dipotong dimasukkan ke dalam bagian penyambung yang telah dikunci sebelumnya: badan dimasukkan ke dalam tutup ke posisi terkunci sebelumnya, menjaga keduanya tetap menyatu sebagai cangkang kosong selama operasi penanganan dan pengisian. Kapsul yang telah dikunci sebelumnya dapat dipisahkan dengan mudah menggunakan mesin pengisi untuk pengisian, kemudian ditutup rapat setelah pengisian selesai. Mekanisme penggabungan menggunakan pemandu dan pengikut bubungan untuk mendorong bodi ke dalam tutup pada kedalaman yang terkendali.
Cangkang kapsul gelatin kosong yang sudah jadi melewati sistem pemeriksaan otomatis yang dilengkapi dengan kamera dan sensor yang mendeteksi cacat yang terlihat — lubang kecil, dinding ganda, pecah, penyok, dan ketidakkonsistenan warna. Tingkat penolakan pada jalur modern yang terpelihara dengan baik biasanya berada di bawah 0,5% . Kerang yang diterima dikemas dalam jumlah besar dalam polibag di dalam karton karton dan disimpan pada kondisi terkendali 15–25°C dan 35–65% RH untuk menjaga integritas cangkang selama umur simpan (biasanya 3–5 tahun).
Kapsul gelatin keras diproduksi dalam ukuran standar, masing-masing sesuai dengan kapasitas volume pengisian yang ditentukan. Memilih ukuran yang tepat adalah keputusan formulasi yang penting.
| Ukuran Kapsul | Perkiraan Volume Isian (mL) | Berat Isi Khas (mg) pada kepadatan 0,8 g/mL | Aplikasi Umum |
|---|---|---|---|
| 000 | 1.37 | ~1.100 | Dokter hewan dosis tinggi, nutraceuticals |
| 00 | 0.91 | ~730 | Minyak ikan, ekstrak herbal |
| 0 | 0.68 | ~545 | Ukuran suplemen OTC yang paling umum |
| 1 | 0.50 | ~400 | Produk farmasi Rx |
| 2 | 0.37 | ~295 | Formulasi dosis menengah |
| 3 | 0.27 | ~215 | API yang ampuh, formulasi pediatrik |
| 4 | 0.21 | ~165 | Obat dengan potensi sangat tinggi |
| 5 | 0.13 | ~105 | Neonatal dan dosis mikro |
Kapsul gelatin lunak (softgels) diproduksi dengan menggunakan proses enkapsulasi die putar , ditemukan oleh Robert Pauli Scherer pada tahun 1933. Berbeda dengan pembuatan kapsul keras, proses softgel membentuk cangkang dan merangkum bahan pengisi secara bersamaan dalam operasi berkelanjutan.
Massa gelatin hangat (mengandung gelatin, pemlastis — biasanya gliserin dan/atau sorbitol dengan berat 20–30% berat gelatin kering — dan air) disebarkan ke drum tuang yang didinginkan untuk membentuk pita gelatin kontinu dengan ketebalan terkontrol, biasanya Tebal 0,5 hingga 1,2 mm . Dua pita terbentuk secara bersamaan — satu untuk setiap setengah kapsul.
Kedua pita gelatin dimasukkan dari sisi yang berlawanan ke dalam mekanisme cetakan putar yang terdiri dari dua gulungan cetakan yang berputar berlawanan. Saat pita menyatu pada cetakan, bahan pengisi (cairan, suspensi, atau pasta) diinjeksikan dari pompa pengisi melalui mekanisme injeksi berbentuk baji yang ditempatkan di antara pita. Cetakan tersebut mencap dan menyegel gelatin di sekitar bahan pengisi menggunakan panas dan tekanan — biasanya 37–40°C di permukaan cetakan — sekaligus memotong kapsul dari pita. Ini menghasilkan kapsul yang tertutup rapat dalam satu operasi.
Kapsul gel lunak yang baru dibentuk mengandung kelembaban 30–40%. dan harus dikeringkan. Bahan-bahan tersebut dipindahkan ke mesin pengering – drum berputar besar dengan aliran udara yang dikondisikan – di mana bahan-bahan tersebut terus menerus diputar 2–4 jam untuk mencegah lengket dan meningkatkan pengeringan yang seragam. Pengeringan baki selanjutnya dapat dilanjutkan 24–48 jam dalam lingkungan yang terkendali sampai cangkang mencapai kadar air kesetimbangan kira-kira 6–10% b/b .
Isi kapsul gelatin lunak harus berbentuk cair atau semi padat pada suhu pemrosesan. Bahan yang tidak cocok dengan isian softgel antara lain:
Kapsul hidroksipropil metilselulosa (HPMC) – juga disebut kapsul vegetarian atau vegan – telah memperoleh pangsa pasar yang signifikan sebagai alternatif kapsul gelatin, khususnya untuk produk yang menargetkan konsumen vegetarian, vegan, halal, dan halal. Proses pembuatan kapsul HPMC menggunakan prinsip pencetakan celup yang sama, namun dengan perbedaan penting.
| Parameter | Kapsul agar-agar | Kapsul HPMC |
|---|---|---|
| Bahan cangkang | Gelatin yang berasal dari hewan | Polimer selulosa yang berasal dari tumbuhan |
| Waktu pembubaran (lambung) | 3–10 menit | 15–30 menit |
| Sensitivitas kelembaban | Tinggi (rapuh di bawah 12% RH, lunak di atas 65% RH) | Lebih rendah — lebih stabil di seluruh rentang kesehatan reproduksi |
| Biaya per unit | $0,01–$0,05 | $0,03–$0,10 (kira-kira 2–3× lebih tinggi) |
| Kompatibilitas kecepatan pengisian | Luar biasa — dapat digunakan pada semua pengisi standar | Bagus — mungkin memerlukan penyesuaian kecepatan |
| Risiko hubungan silang | Ya — aldehida dan gula pereduksi dapat mengikat silang cangkang | Tidak — tidak rentan terhadap ikatan silang |
| Kesesuaian diet | Tidak cocok untuk vegan/vegetarian | Cocok untuk semua preferensi diet |
Salah satu tantangan praktis yang paling signifikan dalam pembuatan dan formulasi kapsul gelatin adalah ikatan silang cangkang — reaksi kimia dimana senyawa yang mengandung aldehida (dari eksipien, bahan pengisi, atau kemasan) bereaksi dengan gugus amino dalam rantai protein gelatin, membentuk ikatan kovalen yang membuat cangkang menjadi kaku dan tahan terhadap pelarutan.
Cangkang gelatin yang berikatan silang mungkin lolos uji disolusi awal tetapi gagal setelahnya Penyimpanan 3–6 bulan , menciptakan risiko bioavailabilitas yang serius yang seringkali tidak terdeteksi sampai studi stabilitas dilakukan dengan baik. Uji disolusi dua tingkat USP dikembangkan secara khusus untuk mengatasi hal ini: kapsul yang tidak memenuhi kriteria disolusi standar diuji lagi dengan adanya enzim (pepsin atau pankreatin) untuk menentukan apakah penyebabnya adalah ikatan silang.
Pemicu yang diketahui terjadinya ikatan silang dalam sistem kapsul gelatin meliputi:
Strategi mitigasi termasuk mengganti laktosa dengan gula non-pereduksi (misalnya manitol atau selulosa mikrokristalin), menggunakan bahan pengering dan gas inert dalam kemasan, memilih kapsul HPMC untuk formulasi yang rentan terhadap aldehida, dan melakukan uji stabilitas yang dipercepat pada suhu yang lebih tinggi. 40°C/75% RH selama 6 bulan sebagai protokol standar.
Produsen kapsul yang memasok industri farmasi harus beroperasi di bawah ketentuan ini cGMP (Praktik Manufaktur yang Baik saat ini) peraturan sebagaimana ditentukan oleh FDA 21 CFR Bagian 210/211 (AS), EudraLex Volume 4 (UE), atau pedoman nasional yang setara. Sistem kendali mutu produksi kapsul gelatin mencakup beberapa dimensi:
Selain kapsul gelatin keras dan lunak standar, industri kapsul telah mengembangkan varian khusus untuk memenuhi persyaratan penyampaian obat tertentu. Modifikasi ini diperkenalkan selama pembuatan cangkang atau sebagai perawatan pasca produksi.
Kapsul gelatin standar larut dengan cepat dalam asam lambung (pH 1–2). Untuk obat yang labil terhadap asam atau harus dikirim ke usus, kapsul gelatin dilapisi pasca pengisian dengan polimer enterik seperti hidroksipropil metilselulosa ftalat (HPMCP), selulosa asetat ftalat (CAP), atau Eudragit L100 . Lapisan ini tetap utuh pada pH lambung di bawah 5,0 tetapi larut pada pH usus di atas 5,5-6,0, sehingga memungkinkan pelepasan usus yang ditargetkan.
Kapsul gelatin keras dapat diisi dengan formulasi cair atau semi padat — sebuah teknologi yang menjembatani kesederhanaan pembuatan kapsul keras dengan keunggulan bioavailabilitas yang biasanya dikaitkan dengan kapsul gel lunak. Isian cair untuk kapsul keras haruslah tidak berair atau mengandung kurang dari 10% air untuk mencegah pelunakan cangkang. Setelah diisi, kapsul disegel menggunakan pita (pita gelatin yang dipasang di sekitar sambungan tutup-badan), penyegelan panas, atau pengelasan spin. Format ini telah menunjukkan kegunaan khusus untuk meningkatkan bioavailabilitas obat BCS Kelas II dan IV yang sukar larut melalui sistem penghantaran obat berbasis lipid (LBDDS).
Selain HPMC, material cangkang alternatif juga tersedia untuk aplikasi spesifik. Kapsul Pullulan (terbuat dari tapioka yang difermentasi) menawarkan sifat penghalang oksigen yang sangat baik — kira-kira tingkat transmisi oksigen 10 kali lebih rendah dari gelatin — membuatnya cocok untuk bahan pengisi yang sangat sensitif terhadap oksidasi. Kapsul berbahan dasar pati adalah alternatif lain yang tidak mengandung hewani, namun kurang umum digunakan karena kerapuhannya yang lebih tinggi dan tantangan pemrosesannya.
Cangkang kapsul gelatin itu sendiri biasanya tidak digunakan untuk mencapai pelepasan yang dimodifikasi — fungsi tersebut biasanya dimasukkan ke dalam bahan pengisi (pelet berlapis, tablet mini, butiran pelepasan terkontrol). Namun, kapsul gelatin merupakan wadah yang ideal untuk menampung banyak populasi pelet dengan profil pelepasan berbeda. Misalnya, kapsul gelatin keras ukuran 0 dapat berisi campuran pelet pelepasan segera dan pelet pelepasan diperpanjang 8 jam dalam satu kapsul, menciptakan profil pelepasan bifasik dari langkah pembuatan sederhana.
Cangkang kapsul gelatin yang kosong hanyalah sebagian dari cerita. Proses pengisian – yang dilakukan di pabrik farmasi, organisasi pengembangan dan manufaktur kontrak (CDMO), atau apotek peracikan – sama pentingnya dengan kualitas produk akhir.
Pengisi kapsul industri (dari produsen seperti IMA, Bosch/Syntegon, dan MG America) beroperasi dengan gerakan terus menerus atau terputus-putus. Mereka membuka cangkang kapsul yang sudah terkunci sebelumnya, mengisi tubuh dengan dosis bubuk, pelet, atau cairan, lalu menutup dan mengeluarkan kapsul yang sudah diisi. Tingkat keluaran untuk pengisi putar berkecepatan tinggi berkisar dari 150.000 hingga 500.000 kapsul per jam . Kontrol variasi berat dicapai melalui checkweigher otomatis yang biasanya menolak kapsul di luar toleransi spesifikasi ±5% dari berat isi target untuk isi bubuk.
Untuk pembuatan peracikan dalam jumlah kecil atau uji klinis, pelat pengisian kapsul (Torpac, Mesin Kapsul) memungkinkan pengisian manual 50 hingga 300 kapsul per batch . Pengisi meja semi-otomatis menjembatani kesenjangan, penanganan 5.000 hingga 50.000 kapsul per jam dan umum terjadi pada operasi farmasi skala kecil dan rangkaian peracikan khusus.
Pengisian kapsul gelatin keras harus dilakukan di lingkungan yang terkendali. Parameter yang paling penting adalah kelembapan relatif: cangkang gelatin menjadi terlalu rapuh untuk ditangani di bawah 30% RH dan terlalu lembut dan norak di atas 60% RH . Kondisi ruang pengisian standar adalah 20–25°C dan 40–55% RH . Di iklim lembab, ruang pengisian memerlukan dehumidifikasi aktif dengan sistem HVAC yang tervalidasi.
Bagi perusahaan farmasi, merek nutraceutical, dan CDMO, pemilihan pemasok kapsul gelatin yang tepat memerlukan evaluasi pada beberapa dimensi selain harga dasar per seribu kapsul.
Alamat email Anda tidak akan dipublikasikan. Bidang yang wajib diisi ditandai *
Jika Anda ingin mempelajari lebih lanjut tentang produk kami, jangan ragu untuk menghubungi kami dan kami akan membantu Anda.

